
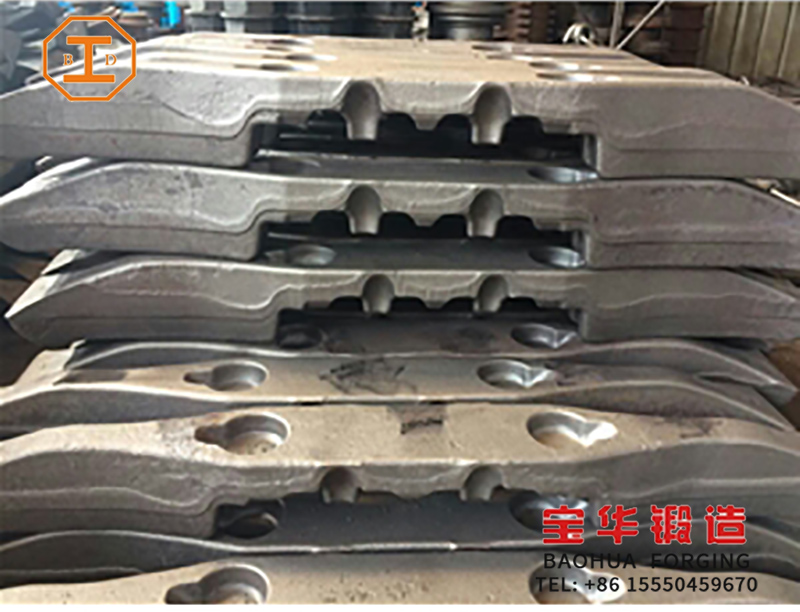
According to consumer requirements, we are able to make scrapers of numerous substances along with 45#, 40Cr, 30CrMo, 35CrMo, 42CrMo, 18CrNiMo7-6, etc. According to exclusive weights, we are able to forge on different forging system units. Our organization independently designs and manufactures molds , will maximize the financial savings of product substances and decrease forging weight, with the intention to attain price financial savings for customers. The weight of the cast product can attain 20kg-500kg, and the forging desires to be finished through heating, pre-forging, forming, trimming and different processes.

forging die
According to the motion mode of forging die, forging can be divided into rotary forging, rotary forging, roll forging, cross wedge rolling, ring rolling and cross rolling. Rotary forging, rotary rotary forging and ring rolling can also be processed by precision forging. In order to improve the utilization rate of materials, roll forging and cross rolling can be used as the previous working procedure of slender materials. Like free forging, rotary forging is also locally formed. Its advantage is that it can be formed when the forging force is small compared with the forging size. In this forging method, including free forging, the materials expand from the die face to the free surface during processing, so it is difficult to ensure the accuracy. Therefore, the computer control of the motion direction of the forging die and the rotary forging process can be used to obtain products with complex shape and high accuracy with low forging force, such as turbine blades with many varieties and large size.
The die movement and degree of freedom of the forging equipment are inconsistent. According to the deformation limitation characteristics of the lower dead center, the forging equipment can be divided into the following four forms:
1. Form of limited forging force: hydraulic press that directly drives the sliding block by oil pressure.
2. Quasi stroke limit mode: oil press that drives crank linkage.
3. Stroke limit mode: mechanical press with slider driven by crank, connecting rod and wedge mechanism.
4. Energy limiting mode: screw and friction press with screw mechanism.
In order to obtain high accuracy, attention should be paid to preventing overload at the bottom dead center, and controlling the speed and mold position. Because these will affect the forging tolerance, shape accuracy and die life. In addition, in order to maintain the accuracy, attention should also be paid to adjusting the slider guide clearance, ensuring the rigidity, adjusting the lower dead center and using auxiliary transmission devices and other measures.
Customers in any enterprise the use of forgings can request a quote for any amount of forgings, from one prototype at a time and small batches to excessive extent production.




